![]() BASF FORWARD AM TEHNILINE JUHEND
BASF FORWARD AM TEHNILINE JUHEND
Mehaanilise töötlemise juhend
Ultracur3D® RG 3280 jaoks
RG 3280 Mehaaniline töötlemine ja töötlemine
See juhend annab olulist teavet RG 3280 töötlemisparameetrite ja töötlemissoovituste kohta. Juhend hõlmab puurimis-, freesimis-, keermestamis-, lihvimis- ja trummeltöötlusprotsesse optimaalsete tulemuste saavutamiseks.
Vastutusest loobumine: Need soovitused ei ole siduvad ega vabasta ostjat sobivustestide tegemisest.
Freesimise ja puurimise lõikeparameetrid – Ultracur3D® RG 3280

| n (p/min) | Pööret minutis |
| vc [m/min] | Lõikekiirus |
| d [mm] | Lõikeriista läbimõõt |
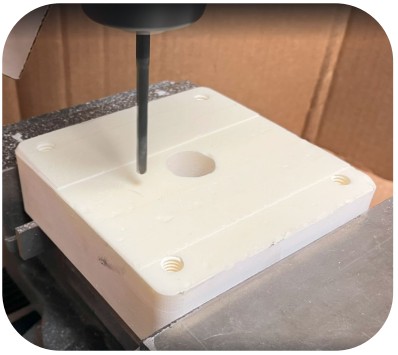
| Puurimine | |||
| Tööriist | n [p/min] | vc [m/nin] | Kommenteeri |
| D4,2 HSS-puur | 1800-2200 | 25 – 30 | Hea ja lihtne edasiminek. Ainult madal rõhk, et vähendada mõranemist augu sisenemisel ja väljumisel. Puurige auk väikeste sammudega. Augud >D5 tuleks välja trükkida ja uuesti puurida |
| D8,5 HSS-puur | 1000-1500 | 25 – 40 | |

| vf [mm/min] | tööriista kiirus |
| n | Pöörded minutis (RPM) |
| fz [mm] | tera etteanne |
| zn | # Lõikeriista terad |
Soovitame alustada aeglaselt (tabelites paksus kirjas väärtused) ja suurendada järk-järgult, kuni kasutatud seadmetega saavutatakse head tulemused.
Parima tulemuse annavad värskelt teritatud tööriistad.
| Freesimine | ||||
| Tööriist | n [p/min] | vc [m/min] | vf [mm/min] | Kommenteeri |
| D10 karbiidist kaetud 4-teraga HSS-frees | 1800-2500 | 55-100 | 200-500 | Suuremate etteandekiiruste korral sobib hästi lõikesügavus 0,5 mm – 1 mm, aeglasemate etteandekiiruste korral ~0,2 mm, mille tulemuseks on siledam pind. Üleslõikeline freesimine annab paremaid tulemusi. |
| D40 HSS 6-teraline frees | 1000-1500 | 100 – 150 | 100 – 300 | Suuremate etteandekiiruste korral sobib hästi lõikesügavus 0,5 mm – 1 mm, aeglasemate etteandekiiruste korral ~0,2 mm, mille tulemuseks on siledam pind. Üleslõikeline freesimine annab paremaid tulemusi. |

Muud töötlemissoovitused – Ultracur3D® RG 3280
KOPUTAMINE

- Tulemuste oluliseks parandamiseks kasutage lõikeõli.
- Käsitsi keermestamine toimib efektiivselt kuni läbimõõduni M5. Suuremad läbimõõdud kipuvad mõrasid tekitama.
- Ideaalis tuleks niidid otse trükkida ja ainult uuesti lõigata.
LIHVIMINE

- Lihvimine tasandab kiiresti väikesed ebatasasused.
- Efektiivsete tulemuste saavutamiseks võib kasutada mis tahes karedusega tavalist liivapaberit.
- Ühtlane lihvimisrõhk tagab sileda ja ühtlase pinnaviimistluse.
TÖÖBUS

- Ultracur3D® RG 3280-st valmistatud detaile saab lihvida poleerimismasinas või trumlis.
- Pärast 90 minutit lihvimist kiirusel 290 p/min PM10 lihvlaastudega (keskmise suurusega ja karedusega abrasiivmaterjal) on servad kergelt ümarad ning pind sile ja homogeenne.
Kasutatud seadmete loend – Ultracur3D® RG 3280

| Varustus | Eesmärk |
| Drill Press | Kasutatakse aukude puurimiseks täpse juhtimisega |
| Puuriotsakute komplekt | Erinevad suurused puurimiseks ja keermestamiseks |
| Lõikamisõli | Kasutatakse koputamise kvaliteedi parandamiseks |
| Keermelõikuri tööriist | Kasutatakse keermete käsitsi keermestamiseks |
| Lihvimismasin | Kasutatakse pindade lihvimiseks ebatasasuste silumiseks |
| Trummeldusmasin (Otec Eco Maxi) | Kasutatakse osade trummeldamiseks sileda ja homogeense pinna saavutamiseks |
| Lihvimislaastud (PM10) | Trummeldamisprotsessis kasutatav abrasiivkeskkond |
| Töödeldud osa | Examptestimiseks töödeldud detaili osa |
![]()
Dokumendid / Ressursid
 |
BASF RG 3280 mehaaniline töötlemine [pdfKasutusjuhend RG3280, RG 3280 Mehaaniline töötlemine ja töötlus, RG 3280, Mehaaniline töötlemine ja töötlus ning Töötlemine, Töötlemine |